
Audio player docked to bottom

Listen to this article
Executive Summary
When is the ester alternative also the most economical? For decades, the industry has assumed that ester-based transformer fluids are an expensive luxury reserved for niche installations. A Total Cost of Ownership view across a 30–40-year service life tells a more nuanced story. For many applications — especially where fire risk, environmental sensitivity, or extended insulation life are material — esters can be economically competitive or better once the full lifecycle is accounted for. This whitepaper lays out the data so each asset owner can decide where ester makes technical and economic sense for their specific application.
Transformer oil is far more than a passive liquid inside a metal tank. It is the transformer's dynamic immune system — a precision-formulated, continuously interacting chemical machinery that governs thermal convection, dielectric integrity, and the preservation of cellulose insulation.
This whitepaper delivers an exhaustive technical analysis of transformer insulating fluids for engineers, asset managers, and specialists working strategically on optimising operations, safety, and the green transition in high-voltage installations. We cover:
- Historical evolution — from whale oil in the 1880s to today's nanofluids and GTL technology
- Molecular chemistry — naphthenes, paraffins, aromatics, esters, and silicones
- Refining processes — solvent extraction, hydroprocessing, and clay treatment
- International standards — IEC 60296 Ed. 5, ASTM D3487, IEC 62770, and IEC 61099
- Additive technology — oxidation inhibitors, metal passivators, and pour point depressants
- Degradation mechanisms — the triad of aging, DGA, and furan analysis
- Environmental regulation — PCB phase-out, REACH, and waste management legislation
- Market analysis — global trends, key players, and TCO calculations for ester vs. mineral oil
❗ Important
Transformer oil does not merely determine day-to-day operating performance — it defines the asset's entire service life. A well-informed fluid selection based on lifecycle economics (TCO) rather than unit cost can extend a transformer's useful life from 20 to 50 years. See Section 9.3 for the full TCO analysis — and contact TriboTech if you want to map out your own transition strategy.
1. Introduction: The Lifeblood of Electrical Infrastructure
In the global electrical infrastructure, power and distribution transformers form the very heart of reliable energy transmission and distribution. While the solid components — copper windings, insulation paper, and silicon steel cores — often receive the primary attention, it is the liquid insulation, transformer oil, that constitutes the single most critical working fluid.
Transformer oil serves two fundamental functions:
- Dielectric insulation — delivering extremely high dielectric strength to isolate high-voltage components and prevent catastrophic flashovers or corona discharges
- Thermal cooling — acting as a high-efficiency convection medium that absorbs and conducts intense heat away from the core and windings to external cooling radiators
Beyond these fundamental physical and electrical properties, modern transformer oil functions as a chemical messenger and diagnostic instrument that, through advanced analysis, continuously reflects the transformer's internal health.
The constant evolution of high-voltage technology, combined with a global agenda centred on sustainability, decarbonisation, and increasingly stringent environmental legislation, has driven transformer fluid technology from simple petroleum derivatives to highly specialised, chemically engineered fluids.
This whitepaper will demonstrate that the green transition in transformer oils is not a trade-off but a net positive across every dimension — fire safety, operational reliability, maintenance burden, environmental footprint, and total cost of ownership. For the engineer or asset manager who still perceives esters as an "expensive niche solution," the chapters that follow hold a surprise.
2. Historical Evolution and Technological Shifts
To fully appreciate the complexity of today's advanced transformer fluids, it is essential to trace the technology's evolutionary timeline — from the earliest experiments with air and animal fats to today's bio-based and nanotechnology-enhanced solutions.
2.1. The Early Pioneers (1830–1887)
The earliest concepts of electromagnetic induction, discovered by Michael Faraday in the 1830s, led to the creation of the first practical transformers by the Ganz Company in Hungary and pioneers such as Lucien Gaulard and John Dixon Gibbs in the 1880s. These early units were exclusively air-cooled, which imposed severe limitations on capacity — the high energy losses and rapid heat build-up could not be dissipated effectively.
Before the advent of petroleum oils, engineers experimented with animal fats, particularly whale oil. Increasing scarcity and a dramatic price surge in the 1850s, however, forced a search for new alternatives.
2.2. The Mineral Oil Breakthrough (1887)
A monumental technological breakthrough occurred in 1887, when Elihu Thomson (Westinghouse) filed the first patent for the use of mineral oil as a cooling and insulating medium in transformers. The discovery of large underground crude oil reserves and the establishment of commercial oil refining made mineral oil readily and cheaply available.
In the early 20th century, innovation continued:
- 1910s — Introduction of thin silicon steel laminations for transformer cores, dramatically reducing no-load losses
- 1930s — Targeted development of refined mineral oils with built-in oxidation resistance
- 1950s — Mechanical pumps for forced oil circulation (FOA/OFAF) enabled single units exceeding 100 MVA
2.3. The PCB Era and Its Fall (1930–1980)
From the 1930s to the late 1970s, polychlorinated biphenyls (PCBs) dominated the industry. PCBs were regarded as a wonder material due to their unmatched dielectric strength and absolute non-flammability, making PCB-filled transformers ideal for indoor use.
🔴 Caution
PCBs proved to be highly bioaccumulative and a persistent environmental toxin that, when burned, degrades into even more hazardous dioxins and furans. Global bans on production were introduced in the 1970s and 1980s, and the EU requires complete phase-out by 31 December 2025.
2.4. The Green Era (1990–Present)
Since the 1990s, development has been shaped by rising environmental awareness and regulatory pressure:
- Natural esters — bio-based fluids derived from soybean, rapeseed, and sunflower oils
- Synthetic esters — chemically engineered fluids with superior stability
- GTL technology — Gas-to-Liquids converts natural gas into ultra-pure, sulphur-free isoparaffinic mineral oils
- Nanofluids — early research into "smart oils" with nanotechnology-enhanced particles
2.5. GTL Technology: A Paradigm Shift
Gas-to-Liquids (GTL) technology represents a paradigm shift in transformer oil production. Shell's SMDS process (Shell Middle Distillate Synthesis) operates at 220–250 °C and 20–60 bar, where syngas is converted into long paraffin wax chains over a cobalt catalyst, then hydroisomerised into branched isoparaffins.
The resulting product contains:
- < 1 mg/kg sulphur (below detection limits)
- No aromatic compounds
- Exceptional batch-to-batch consistency — a significant advantage over conventional naphthenic oils
2.6. Nanofluids: Future Potential
Nanofluids — colloidal suspensions of nanoparticles (typically 10–50 nm) in transformer oils — show promising laboratory results:
| Parameter | Improvement |
|---|---|
| AC breakdown voltage | +21–35% |
| Impulse breakdown | ~21% average |
| Thermal conductivity | +5–26% |
| Dissipation factor reduction | ~33% |
ℹ️ Note
Nanofluids remain at TRL 3–4 (experimental proof of concept) with no commercial products available in 2026. Five critical barriers remain unsolved: long-term suspension stability, cellulose interaction, absence of IEC/ASTM standards, uncertain environmental risk profiles, and industrial scalability. Realistic commercialisation timeline: 2035 or later.
Technological Timeline

3. Oil Chemistry and Molecular Composition
To select the correct transformer fluid for a specific application, it is essential to understand the underlying chemistry of the three primary fluid families: mineral oils, ester-based fluids, and silicone oils. The fluid's chemical structure dictates everything from thermal transfer capacity and cellulose paper interaction to fire safety and environmental persistence.
3.1. Mineral Oils (Petroleum-Based Hydrocarbons)
Mineral oil forms the foundation of the industry and still represents 60–80% of the global market. Chemically, mineral oil consists of complex hydrocarbon molecules with an average molecular weight of 220–340 AU. The composition is divided into three structural categories:

Naphthenes (Cycloparaffins) — 60–70% by Volume
Naphthenic hydrocarbons typically constitute the primary component in high-quality transformer oils. Molecularly, they consist of saturated carbon rings (monocyclic CₙH₂ₙ or polycyclic structures such as decalin).
Key advantages:
- Completely wax-free → extremely low natural pour point (down to −50 °C for arctic grades)
- Excellent low-temperature viscosity → maintains critical thermal convection even in severe cold
- High solvency → keeps oxidation by-products (acids and varnish) dissolved, preventing sludge deposition on cooling channels and copper windings
The optimal transformer oil contains a blend of 1-, 2-, and 3-ring naphthenes with alkyl side chains in the C₁₅–C₄₀ carbon range.
Paraffins — 10–15% in Standard Naphthenic Blends
Paraffins are straight, saturated carbon chains (CₙH₂ₙ₊₂). They possess higher thermal capacity and better inherent oxidation resistance than naphthenes, but carry a significant drawback: long-chain paraffins crystallise and form wax at low temperatures.
Isoparaffins vs. normal paraffins: Normal paraffins such as n-hexadecane form crystalline wax structures above C₁₈. Isoparaffins (branched structures such as 2-methylhexane) prevent crystal packing via methyl branches and reduce the pour point dramatically. GTL oils, being isoparaffin-dominant, achieve pour points as low as −51 °C without additives.
💡 Tip
GTL-based isoparaffins demonstrate superior oxidation stability (IEC 61125 C, 500 h at 120 °C): total acidity of 0.02 mg KOH/g (limit: ≤0.3), sludge at 0.01–0.02% (limit: ≤0.05%), and dissipation factor at 90 °C of 0.001–0.02 (limit: ≤0.05) — values 5–15× better than specification limits. Formally classified as API Group III and often marketed as "Group III+", with a viscosity index typically in the 120–140 range (upper end of the Group III window).
Aromatics — 15–20% of the Oil
Aromatic hydrocarbons (benzene derivatives) present a technical paradox:
- Disadvantage: High aromatic content reduces oxidation resistance, as unsaturated bonds react more readily with oxygen
- Advantage: Certain aromatic molecules act as natural "gas scavengers" — during partial discharges, they absorb hydrogen radicals and convert to naphthenes, which drastically reduces the oil's gassing tendency
IEC 60296 limits polyaromatic hydrocarbons to < 3% on health grounds, but values controlled monoaromatic content to achieve a negative gassing tendency — critical for oil-filled transformers in sealed environments.
3.2. Ester-Based Fluids
Ester-based fluids are the fastest-growing segment, with projected annual growth rates exceeding 8.5%. Esters are formed through a condensation reaction between an acid and an alcohol.
Natural Esters (Vegetable Oils)
Natural esters are derived from soybeans, sunflower seeds, or rapeseed oil. They are composed of triglycerides (esters of organic fatty acids and glycerol).
Advantages:
- Extremely high flash point > 300 °C (K-class fluids) → eliminates fire risk
- Up to 100% biodegradable within 28 days
- Classified as non-toxic to humans and aquatic environments
- Extreme moisture tolerance → absorbs moisture from cellulose paper via transesterification
- Extends insulation system life by a factor of 5–7 compared to mineral oil
Limitations:
- High viscosity (often 4× thicker than mineral oil at operating temperature)
- Vulnerable to free oxygen — double bonds in the fatty acids oxidise and polymerise when exposed to atmospheric air
- Primarily suited to hermetically sealed transformer designs
❗ Important
The critical structure-property relationship lies in fatty acid saturation. Relative oxidation rates: saturated : oleic : linoleic : linolenic ≈ 1 : 10 : 100 : 200. High-oleic formulations (> 80% oleic acid) are therefore mandatory for transformer-grade natural esters (FR3, MIDEL eN 1215).
Synthetic Esters
Synthetic esters (typically pentaerythritol esters) are produced through controlled chemical synthesis. The chemical architecture is built on the pentaerythritol core — C(CH₂OH)₄ — with four tetrahedrally arranged arms, esterified with C₅–C₁₀ carboxylic acids.
Fully saturated acid chains eliminate all reactive sites, yielding:
- Formidable thermal and oxidative stability → operates in open systems (free-breathing)
- Flash point > 316 °C
- Pour point −56 °C (asymmetric molecular geometry resists crystallisation)
- Controlled viscosity (28 mm²/s at 40 °C)
Synthetic esters are the preferred choice for traction transformers (high-speed rail), compact urban substations, and offshore wind farms.
3.3. Silicone Oils
Silicone oil (polydimethylsiloxane, PDMS) is fundamentally different, built on an inorganic polymer backbone of alternating silicon and oxygen atoms with organic methyl groups.
Extreme properties:
- Highest viscosity index on the market (> 300) → stable consistency from −50 °C to > 200 °C
- Extremely chemically inert → forms neither acids nor sludge over time
- High flash point (> 300 °C)
⚠️ Warning
Silicone oil carries significant technical barriers: under partial discharge conditions, cross-linked polysiloxane gel forms that can block cooling channels and trigger overheating cascades. DGA interpretation is problematic because CO and H₂ baselines are elevated — this causes "fault masking," where elevated baselines obscure fault signatures. Furthermore, polysiloxanes are virtually non-degradable in the environment.

4. Refining Processes: From Crude Oil to Dielectric Fluid
The journey from thick, untreated crude oil to a hyper-pure dielectric insulating fluid is one of petrochemistry's most demanding processes. Today, modern transformer oils are produced primarily through two competing technologies.
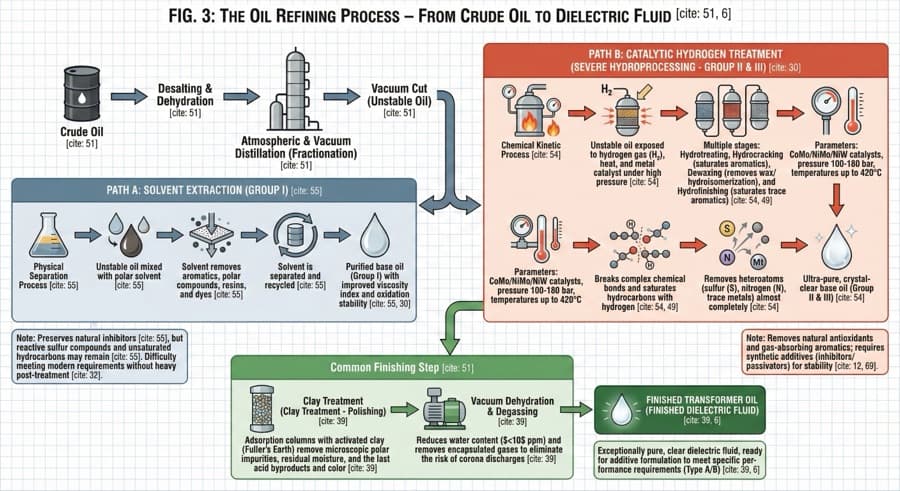
4.1. Fractionation and Vacuum Distillation
The process begins with desalting and dehydrating the crude oil. It is then pumped into atmospheric and vacuum distillation columns, where it is separated ("fractionated") based on specific boiling points. The relevant fraction (the vacuum cut) contains the appropriate molecular weight for transformer oils, but at this stage remains dark, unstable, and laden with undesirable polar contaminants, acids, and reactive sulphur and nitrogen compounds.
4.2. Solvent Extraction
Solvent extraction is the historical "Group I" technology — a physical separation process. The untreated distillate is blended with a polar solvent that attracts and binds undesirable polar compounds, heavy aromatics, resins, and colourants.
Advantages: Preserves the oil's natural inhibitors. Relatively low energy consumption.
Limitations: As a physical process, the molecular structure is not altered. Reactive sulphur compounds and unsaturated hydrocarbons remain reactive.
4.3. Catalytic Hydroprocessing (Severe Hydrotreating)
Hydroprocessing defines "Group II" and "Group III" base oils and is an aggressive chemical kinetic process. The impure oil is exposed to hydrogen gas under extremely high pressure and temperatures exceeding 300 °C with an active metal catalyst.

⚠️ Warning
Severe hydroprocessing is so effective that it eliminates virtually all of the oil's natural antioxidants and gas-absorbing aromatics. Heavily hydrotreated mineral oils are therefore critically dependent on subsequent formulation with synthetic inhibitors.
4.4. Polishing: Clay Treatment and Dehydration
As the final step, the oil undergoes polishing through adsorption columns of activated clay (Fuller's earth). The clay absorbs polar contaminants, residual moisture, and the last acidic by-products. The oil is then passed through a vacuum dehydration system that reduces moisture content to typically below 10 ppm and removes entrained gases.
Comparison of Refining Methods
| Method | Mechanism | Advantages | Disadvantages |
|---|---|---|---|
| Solvent Extraction | Physical separation using polar solvent | Preserves natural antioxidants. Low energy consumption | Reactive molecules (sulphur) remain reactive. Lower purity |
| Severe Hydrotreating | Chemical process using hydrogen, heat, and metal catalyst | Extreme purity. Converts reactive molecules into stable naphthenes | Removes all natural antioxidants; requires synthetic additives |
| Clay Treatment | Adsorption via heated, activated clay | Effective removal of polar compounds, colour, and acids. Inexpensive | Does not remove unsaturated compounds. Requires disposal of spent clay |
5. International Standards and Classifications
High-voltage transformers are vital assets expected to operate without interruption for decades. The production, procurement, and quality assurance of transformer oils are strictly regulated by international standards. Globally, the market is dominated by two overarching norms: IEC 60296 and ASTM D3487.
5.1. IEC 60296 (Edition 5.0, 2020)
IEC 60296 is the standard applied across Europe, Africa, Russia, and parts of Asia — and by the Nordic utility sector. With the 5th edition in 2020, a significant paradigm shift occurred: oils are now classified solely on the basis of their actual performance (performance-based) under accelerated thermal and oxidative stress — not on origin or feedstock.
Performance Categories
- Type A — premium oils for the most extreme operating conditions in large power transformers. Requires ≤ 0.05% total sulphur, IFT ≥ 43 mN/m, mandatory inhibition (0.08–0.40%), and a passed 500-hour oxidation stability test
- Type B — standard grade for less heavily loaded distribution transformers. Permits marginally higher threshold values
Inhibitor Classification

💡 Tip
Inhibited oil shows substantially superior resilience: IEC 61125 tests uninhibited oil for 164 hours, trace-inhibited for 332 hours, and inhibited for 500 hours — all against the same threshold values. The ASTM-world parallels are ASTM D943-25 (TOST, long-duration aqueous oxidation) and ASTM D2272 (RPVOT, rapid screening) — both used for turbine and industrial lubricants but occasionally referenced in transformer-oil comparisons. Industry experience shows that inhibited oil achieves 25+ years of service life compared to 15 years for uninhibited — an approximately 70 % extension.
5.2. ASTM D3487
In the United States, Latin America, and parts of East Asia, ASTM D3487 is the prevailing reference with two primary types:
- Type I — uninhibited oil with max 0.08% inhibitor; moderate operating conditions
- Type II — fully inhibited oil with up to 0.30% synthetic antioxidant (typically DBPC); large power plants
Critical Differences Between IEC and ASTM

❗ Important
IEC and ASTM inhibitor classifications are not compatible. IEC Uninhibited (U) means entirely free of synthetic antioxidant (< 0.01%); ASTM Type I permits up to 0.08%. An ASTM Type I oil with 0.05% inhibitor would be classified as IEC Trace Inhibited (T), not Uninhibited.
5.3. Standards for Alternative Fluids
- IEC 62770 and ASTM D6871 — regulate natural esters (vegetable oils): flash point > 300 °C, biodegradability requirements, acceptable moisture content, and viscosity
- IEC 61099 — international standard for synthetic organic esters: flow stability under cold conditions combined with environmental friendliness
6. Additive Technology: Chemistry and Function
Modern transformers are driven significantly harder at elevated operating temperatures, while severe hydroprocessing strips away the oil's natural chemical defences. To survive decades of service, chemical additives are added with extreme precision — typically from a few ppm to 0.4% by weight.
6.1. Oxidation Inhibitors (Antioxidants)
Heat and atmospheric oxygen initiate an autocatalytic chain reaction via aggressive free radicals that degrade the hydrocarbons and produce acids, alcohols, aldehydes, and sludge.
The most prominent inhibitors are:
- DBPC (2,6-di-tert-butyl-para-cresol / BHT)
- DBP (2,6-di-tert-butyl-phenol)

These function as "radical scavengers" via steric hindrance: when the oil forms oxygen radicals, DBPC donates a hydrogen atom to the peroxy radical and converts it into a stable hydroperoxide. A single DBPC molecule can neutralise two free radicals before it is consumed.
⚠️ Warning
When DBPC concentration drops to below 0.10% by weight, the oil loses its chemical protection and degradation accelerates dramatically. Immediate action is required — contact your oil analysis provider to determine the appropriate reconditioning strategy.
Re-inhibition without prior oil regeneration is not recommended. IEEE C57.637-2015 and IEC 60422:2024 structure reconditioning as a sequential process:
- Filtration
- Percolation through Fuller's earth
- Vacuum dehydration
- Then additive injection (up to 0.30% DBPC)
TriboTech generally does not recommend standalone re-inhibition without prior regeneration of the oil. However, in rare cases where DBPC is reduced below 0.10% but all other parameters remain acceptable (acidity < 0.06 mg KOH/g, IFT > 32 mN/m), standalone re-inhibition may be technically justified as cost-effective maintenance. Contact TriboTech directly for specific guidance on your transformer's condition.
6.2. Metal Passivators
Copper in transformer windings acts as a potent chemical catalyst for oil oxidation. Even more dangerous is corrosive sulphur — reactive sulphur compounds that attack copper at elevated operating temperatures and form electrically conductive copper sulphide (Cu₂S) directly on the conductor surface.
Metal passivators — typically Benzotriazole (BTA) and Irgamet 39™ — form an incredibly thin, impermeable protective film on copper surfaces. 50–150 ppm of Irgamet 39 builds the protective film within just a few hours.
For an in-depth analysis of corrosive sulphur, see our dedicated whitepaper on corrosive sulphur.
6.3. Pour Point Depressants (PPDs)
In paraffinic mineral oils, long-chain alkanes can crystallise at extreme cold (below −20 °C) and form a wax network that solidifies the oil. PPDs — typically low-molecular-weight polymethacrylates — alter the physical morphology of wax crystals during cooling: they reduce crystal size and prevent lattice formation.
The result is a drop in pour point of up to 25 °C — essential for cold starts of distribution transformers in arctic environments down to −40 °C.
7. Degradation Mechanisms, Service Life, and Diagnostics
A transformer's primary cause of death is rarely an isolated collapse of the oil — it is the degradation of the cellulose (insulation paper) that marks the end of the asset's service life. Unlike the oil, the paper cannot be regenerated or replaced without a complete core rebuild.
Under optimal conditions, a mineral-oil-filled transformer can deliver 20–40 years of trouble-free operation. However, oil and paper function as an integrated, interacting ecosystem.
7.1. The Triad of Aging
Three destructive forces drive degradation:
1. Thermal stress (overheating)
For every 6–10 °C rise above the design hotspot temperature (baseline ~110 °C), paper life is halved. IEC 60076-7:2018 applies a 6 °C doubling rule for thermally upgraded (65 °C-rise) paper; IEEE Std C57.91-2025, Section 3.1, formalises both the 6 °C rule (65 °C-rise) and the legacy 8 °C rule (55 °C-rise kraft) through the Aging Acceleration Factor .
2. Oxidation
The combination of heat and oxygen degrades hydrocarbons into peroxides, ketones, and organic acids.
3. Moisture (moisture ingress)
Water is the transformer's hidden enemy. It enters via failed gaskets or arises chemically from within as a by-product of cellulose paper degradation. A moisture increase of just 1% doubles the aging rate (CIGRE TB 738:2018, Executive Summary, p. 4; revising and consolidating earlier work by Emsley and co-workers).
The Vicious Cycle
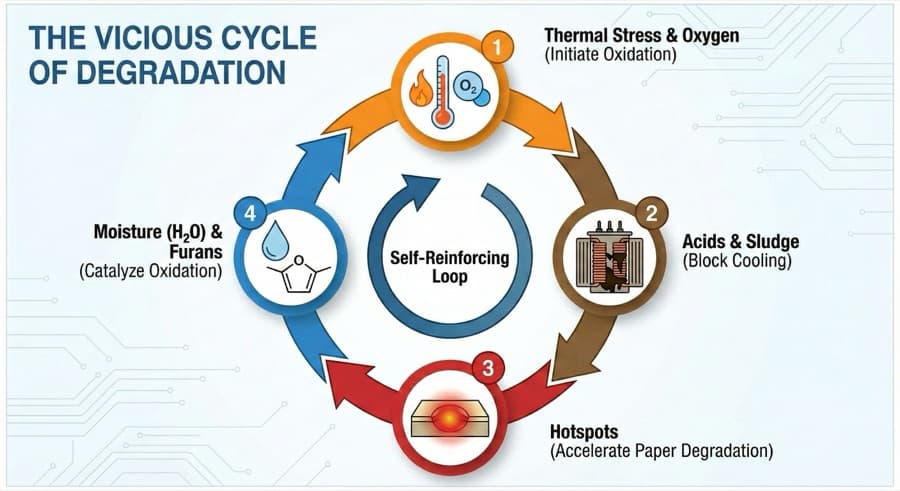
These factors create an alarming, self-reinforcing degradation cycle:
- Thermal stress + oxygen → oxidation of the oil → aggressive acids and insoluble sludge
- Sludge deposits on metal surfaces → blocks cooling channels in the windings
- Blockage → uncontrolled localised heating (hotspots)
- Elevated temperature → accelerated cellulose degradation → release of water and furans
- New moisture → reduces dielectric strength + acts as acid catalyst → further oxidation
- The cycle closes and intensifies until total collapse
Critical Threshold Values

7.2. Diagnostic Indicators
Since cellulose condition cannot be physically inspected on energised assets, the oil is used as an informative messenger.
Dissolved Gas Analysis (DGA)
Different types of electrical or thermal faults break hydrocarbon chains and release gases with specific fingerprints:
- Ethylene (C₂H₄) — indicates severe general overheating
- Acetylene (C₂H₂) — critical warning of high-voltage arcing
- Hydrogen (H₂) — partial discharges
- Methane (CH₄) and Ethane (C₂H₆) — thermal degradation at lower temperatures
💡 Tip
TriboTech's free online Duval Triangle diagnostic tool and Duval Pentagon tool can classify DGA results in accordance with IEEE C57.104-2019 and IEC 60599.
IEEE C57.104-2019 status classification:
- Status 1 — all gases below the 90th percentile (normal operation)
- Status 2 — at least one gas between the 90th–95th percentile (increased attention)
- Status 3 — at least one gas above the 95th percentile (action required)
Acetylene > 35 ppm typically triggers immediate investigation.
Furan Analysis (2-FAL)
Furan analysis reveals the paper's true age. When cellulose depolymerises, it releases oil-soluble furan compounds — including 2-furaldehyde (2-FAL) and 5-hydroxymethyl-2-furaldehyde. Measurement via UHPLC is reported in ppm:
| 2-FAL Concentration | Paper Condition | Estimated DP |
|---|---|---|
| 0–0.1 ppm | Healthy paper | DP 700–1,200 |
| 0.1–1.0 ppm | Moderate degradation | DP 450–700 |
| 1.0–10 ppm | Extensive degradation | DP 250–450 |
| > 10 ppm | End-of-life paper | DP < 250 |
For a deeper analysis of DP end-of-life assessment, see our article on rethinking DP end-of-life.
Ester Retrofilling as Life Extension
Retrofilling with natural ester (FR3, MIDEL eN 1215) offers:
- Flash point 330 °C (2× that of mineral oil) — K-class classification per IEC 61100
- > 97% biodegradable (OECD 301)
- Draws moisture out of paper (ester hygroscopicity ~10–20× mineral oil)
- 4–8× insulation life extension — when designed as a high-temperature insulation system
ℹ️ Note
The 4–8× life-extension figure reflects a design-level outcome, not a fluid-only property. IEEE Std C57.154-2022, Tables 2–3, permits hottest-spot rises of +10 to +60 °C above the 80 °C conventional limit when the insulation system (solid + liquid + thermal design) is qualified for high-temperature operation. Combined with the Arrhenius Aging Acceleration Factor of IEEE C57.91-2025 Section 3.1 (~+6 °C doubles aging), this headroom translates to the 4–8× paper-life benefit cited by ester manufacturers. Retrofilling a transformer originally rated for mineral-oil temperature limits does not on its own unlock this headroom — the winding hot-spot design, conductor insulation class, and thermal-management system must also be compatible.
⚠️ Warning
Retrofill threshold depends on ester chemistry. The residual mineral-oil ceiling is not a single number — it is set by the fire-point performance of the replacement fluid:
- Synthetic ester (MIDEL 7131): residual mineral oil must be < 3.5 % by volume to preserve the K-class fire point (> 300 °C), per IEC 61203:2025 Annex B.1 and M&I Materials' MIDEL 7131 retrofilling Q&A.
- Natural ester (MIDEL eN 1204/1215, Envirotemp FR3): residual mineral oil must be < 7 % by volume, per IEEE Std C57.147-2018 Section 1.4 and manufacturer guidance from Cargill (FR3) and M&I Materials (MIDEL eN).
Properly executed drain-flush-refill procedures typically achieve 1.2–2.1 % residual mineral oil — within both tolerances. A retrofill specification that quotes a single "7–8 %" ceiling is safe for natural ester but inadequate for synthetic ester. See TriboTech's full comparison at ester retrofill fire-point thresholds for the complete vendor + standards triangulation.
8. Environmental Impact, Health Risks, and Regulatory Framework
Transformer oil presents documented environmental and health risks at every stage of its lifecycle. Even small spills can render large volumes of drinking water unfit for consumption — the frequently quoted "one litre contaminates one million litres" ratio is industry shorthand rather than a regulatory figure, but reflects the severity captured in US EPA's used-oil management framework (40 CFR Part 279). The oil's persistent nature forms a suffocating film on surface water that depletes oxygen for aquatic ecosystems.
8.1. The Legacy of PCBs
PCBs are persistent organic pollutants (POPs), strongly suspected carcinogens, and capable of bioaccumulation in the food chain. Import and marketing of PCB-containing equipment has been banned across the European Union since the 1980s, but asset management still requires vigilance.
The EU POPs Regulation (EU 2019/1021) prescribes a non-negotiable deadline of 31 December 2025: all asset owners in Europe must have identified and removed equipment containing PCB > 0.005% (50 ppm) in volumes > 0.05 litres. Nordic countries — including Denmark, where TriboTech is based — have traditionally enforced even stricter measures through their national environmental agencies.
🔴 Caution
When fluids containing more than 0.5% (5,000 ppm) PCB are found, attempts to clean or replace the oil are discouraged — residues will leach from wood and paper components. The entire asset must be disposed of as hazardous waste through authorised channels.
8.2. Regulatory Requirements: REACH, Waste Codes, and Compliance
Across Europe, the production and use of transformer oil additives is monitored under REACH (Registration, Evaluation, Authorisation and Restriction of Chemicals). The regulation obliges producers to document chemical risk and long-term environmental effects.
When the oil reaches the end of its service life, it is classified as Hazardous Waste under the European Waste Catalogue (EWC):
| EWC Code | Description |
|---|---|
| 13 03 07 | Non-chlorinated mineral-based insulating and heat transfer oils |
| 15 01 10 | Contaminated residual products (packaging) |
Recovery or incineration of the oil may only be carried out by operators with specific environmental permits from the relevant national authority. Destruction typically involves high-temperature incineration or advanced vacuum distillation technologies designed to recover the fluid for reuse in accordance with circular economy principles.
9. Market Analysis: Price, Players, and the Green Transition
The global transformer oil market is undergoing a massive structural shift — from a mature volume commodity to a sector driven by decarbonisation targets, green power, and the replacement of aging assets.
9.1. Macro Trends and Market Size
In an era defined by electrification and energy-hungry AI data centres, the IEA projects that electricity consumption for data centres will exceed 945 TWh globally by 2030. Every MW triggers the need for power and distribution substation upgrades — and the associated insulating fluid.
| Metric | 2025 | 2030+ (estimate) |
|---|---|---|
| Total market value | USD 2.8–3.1 billion | USD 4.5–6+ billion |
| CAGR (overall) | — | 5.5–7.3% |
| CAGR (bio-based) | — | 7.9–13% |
| APAC share | ~55–60% | Rising |
Figures compiled from industry analyst estimates — including Persistence Market Research (USD 3.1 bn in 2025, ~5.6% CAGR), SNS Insider (USD 2.82 bn in 2025), and Fortune Business Insights (USD 3.57 bn in 2025, 6.4% CAGR through 2034). Ranges shown span the consensus across methodologies; individual reports vary by scope definition.
Regionally: The Asia-Pacific region (APAC) accounts for ~55–60% of volume, driven by China's and India's infrastructure investments (including 765 kV UHV grids). In the US, up to 70% of grid infrastructure is over 25 years old — the Department of Energy's GRIP program is driving demand toward more robust fluid technologies.
9.2. Global Key Players
| Company | Base | Speciality |
|---|---|---|
| Nynas AB | Sweden | Europe's leading naphthenic oil producer. NYTRO® series including 100% recycled NYTRO® RR 900X |
| Ergon, Inc. | USA | ~50% of the North American mineral oil market. HyVolt series (severe hydroprocessing) |
| Shell plc | UK | Diala brand globally. Innovation: Shell Diala S5 BD (GTL-based isoparaffin with biodegradability) |
| Cargill | USA | FR3 series (vegetable soy) revolutionised fire classifications |
| M&I Materials | UK | MIDEL — market-leading fully synthetic esters for offshore wind and rail |
| APAR Industries | India | POWEROIL — certified for 1,200 kV AC UHV installations |
GTL transformer oils constitute a growing niche segment. Shell is the only major producer (Diala S4 ZX-I, Diala S4 ZX-IG, Diala S5 BD), and the premium is offset by reduced TCO: extended oil life without passivator additives, regulatory compliance, and elimination of corrosive sulphur risk.
9.3. Pricing Trends and TCO Calculations
Transformer oil prices have followed a turbulent curve — pushed upward by raw material inflation and transport bottlenecks (15–20% increases in 2023–2024). In 2025, the market is entering a stabilisation phase with expected annual increases of 3–10%.
The primary price gap: Vegetable esters are 2–4× more expensive than standard mineral oil on a per-litre basis. Synthetic esters can be even more costly.
❗ Important
The TCO calculation fundamentally changes the picture. When the analysis shifts from CAPEX (unit price) to Total Cost of Ownership over 30–40 years, esters win:
- Fire safety: K-class (> 300 °C) eliminates the need for automatic fire suppression systems, concrete fire walls, and spill containment basins — costs that often offset the price premium from day one
- Life extension: Transesterification extends kraft paper life from ~20 years to 30–50 years — fewer total asset replacements
- Reduced maintenance: Drastically reduced resources for emergency re-inhibition over two decades
10. Conclusion: From Unit Price to Lifecycle Economics
The strategic conclusion for decision-makers in the electrical power industry is striking: transformer oil must no longer be viewed as a peripheral petroleum product. The fluid constitutes the core's dynamic immune system — a precision-formulated chemical machinery that governs thermal convection, dielectric integrity, and the preservation of the cellulose.
As the global energy infrastructure strains under data centres, accelerated electrification, and aging assets, the industry finds itself at a decisive crossroads:
Mineral oil defends its position. Group II grades from advanced hydroprocessing, certified to IEC 60296 Type A, will — by virtue of lower procurement cost and global logistics — remain the most widely deployed medium for large-scale distribution transformers for decades to come.
Ester technology is gaining ground. With the forced phase-out of the PCB legacy, unrelenting REACH protocols, and K-class fire safety, ester technology unites sustainability with advanced asset management — and overcomes its price handicap through a compelling TCO calculation. But the numbers alone do not tell the full story. Behind every data point lies an operational reality: maintenance teams who sleep easier because fire risk has been eliminated. Fewer emergency callouts because the fluid's service life has been extended. A cleaner working environment because biodegradable esters do not leave the same trace. And an infrastructure that the next generation will inherit in better condition than the one we received.
TriboTech's role. We do not sell transformer fluids — we analyse them, and we help clients evaluate when ester makes technical and economic sense for their specific application. Where the lifecycle data points clearly in ester's favour, we say so. Where mineral oil remains the better fit, we say that too. The transition decision is the asset owner's; our job is to make sure it is made on the full picture, not on unit cost alone.
💡 Tip
Ready to map your transition? Contact TriboTech for a no-obligation TCO analysis of your transformer fleet. With our diagnostic tools and 25 years of oil analysis experience, we help you build a concrete transition plan — from the first pilot projects to full implementation.
References and Further Reading
- IEC 60296:2020 — Fluids for electrotechnical applications — Mineral insulating oils for electrical equipment (Ed. 5.0)
- ASTM D3487 — Standard Specification for Mineral Insulating Oil Used in Electrical Apparatus
- IEC 62770:2024 (Ed. 2.0) — Fluids for electrotechnical applications — Unused natural esters for transformers and similar electrical equipment
- IEC 61099:2010 — Insulating liquids — Specifications for unused synthetic organic esters for electrical purposes
- IEEE C57.104-2019 — Guide for the Interpretation of Gases Generated in Mineral Oil-Immersed Transformers
- IEC 60599:2022 — Mineral oil-filled electrical equipment in service — Guidance on the interpretation of dissolved and free gases analysis
- IEEE C57.637-2015 — Guide for the Reclamation of Mineral Insulating Oil and Criteria for Its Use
- IEC 60422:2024 (Ed. 5.0) — Mineral insulating oils in electrical equipment — Supervision and maintenance guidance
- CIGRE TB 738:2018 — Ageing of Liquid Impregnated Cellulose for Power Transformers (WG D1.53)
- EU POPs Regulation (EU) 2019/1021 — Persistent Organic Pollutants
- REACH Regulation (EC) 1907/2006 — Registration, Evaluation, Authorisation and Restriction of Chemicals
Further reading & companion resources
The references above are the authoritative technical and regulatory sources used in this whitepaper. The resource below is listed separately as an introductory companion — useful for readers new to the topic, but not a substitute for the primary standards when specifying, testing, or maintaining equipment.
- Grokipedia: Transformer Oil — AI-assisted encyclopedic overview aimed at general readers. Covers history, composition, properties, and regulation at an introductory level. For specific thresholds, test methods, and operational limits, always defer to the IEC, IEEE, ASTM, and CIGRE documents cited above.
Put Theory into Practice
Try our interactive Duval diagnostic tools or use our new unified workflow to analyze your transformer oil data.